-
全部



主办单位:煤炭科学研究总院有限公司、中国煤炭学会学术期刊工作委员会
神东煤炭集团 设备维修中心三厂机加工车间制作了一个偏心件快速找正工装,提高了工作效率,保证了产品合格率。
机加工车间每年都会接收到偏心类(偏心轴、套和盘类)加工件的委托。偏心工件需要使用百分表配合四爪卡盘人工单件找正,无法批量作业,耗费了大量的工作时间,而且产品质量得不到保证,合格率低于80%。为了解决以上问题,该车间技术人员设计制作了偏心件快速找正工装。
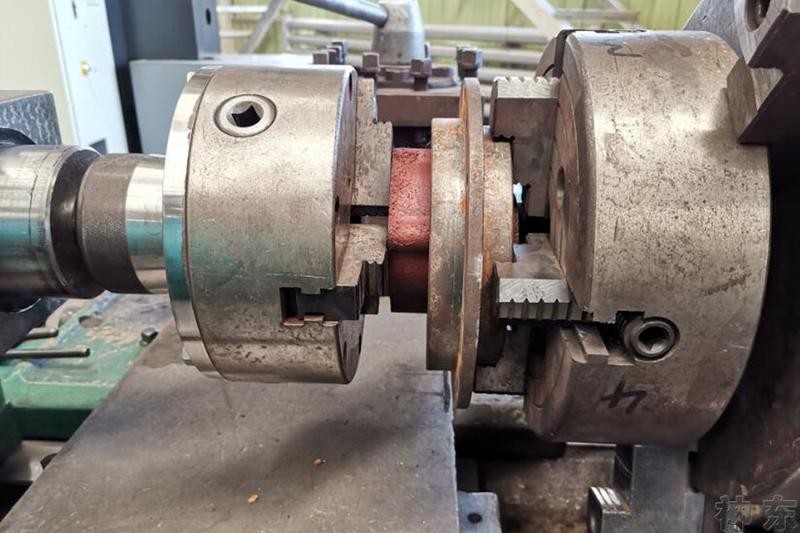
偏心件快速找正工装由三爪自定心卡盘,过渡连接盘和锥柄顶尖的锥柄组成。加工偏心件时,将该工装安装于车床尾座,工装装夹需加工的偏心面,尾座带动工装移动到装夹四爪卡盘的主轴附近,由于尾座与主轴同心,四爪卡盘根据工装装夹位置,调整卡爪位置,夹紧偏心件,这样就解决了主轴、偏心件和尾座的同心问题。
该工装轻巧方便,装卸快捷,试用范围为偏心轴φ0~80毫米,偏心套内孔φ70~140毫米。可快速完成偏心件的装夹,节省了大量的时间,同时利用车床自身的性能实现了主轴、偏心件和尾座的高度同心,找正时间可由原来的1.5小时减少到0.25小时。
转载本文须保留本网站注明的“来源/参考文献+中国煤炭行业知识服务平台”,侵权必究。


主办单位:煤炭科学研究总院有限公司 中国煤炭学会学术期刊工作委员会
